2013年06月28日
第11回 世界遺産の仕込み水
富士山が世界文化遺産に登録されましたね。世界遺産登録運動については、かれこれ10年ぐらい取材し続け、主に県の広報誌や中日新聞の広告企画特集等で記事を書いてきました。この間、「えっ、富士山って世界遺産じゃなかったの?」と驚く人や、「あれだけ麓が都市開発されちゃって、ゴミの不法投棄や山小屋のし尿が問題になっているんだから、世界遺産なんて無理無理」な~んて冷めた人の声もよく聞きました。
5月末にユネスコの諮問機関(イコモス)の評価が出てからは、「最初から自然遺産ではなく、文化遺産登録を目指せば、もっと登録は早かった」という関係者の声が印象に残っています。やっぱり文化の力って偉大なんですね。

2013年1月1日、家族で初詣した三保松原
文化遺産に登録されたとしても、富士山の場合、文化を育んだ自然を保護していくことも重要です。以前、富士山の水の恵みをテーマに、こんな記事を書きました。
湧水に育まれるニジマス養殖
『白糸の滝』の北、芝川の上流に広がる『猪之頭湧水群』はニジマス養殖で知られる。昭和11年に静岡県水産試験場富士養鱒場が設立したのを機に、猪之頭一帯で養殖池が作られ、一大養鱒地に。戦後は冷凍ニジマスが北米に輸出され、国内需要も右肩上がりに伸びた。
産業は成長・発展とともにリスクも伴う。台風や水害等の影響でしばしば変化する湧水量。加えて高度成長期には周辺に工場や事業所が進出し、水量は相対的に減少し始めた。リスクを避けた養鱒業者は市外・県外へ移転し、川魚消費の伸び悩みも手伝って、現在、猪之頭の養鱒業者は30軒足らずとなった。
柿島養鱒の岩本いづみ社長は、ニジマス本来の美味しさを見直してもらおうと、飼料添加物や人工色素に頼らない天然素材の餌を毎日作って与える。3児の母でもある岩本社長の考えは「色素を添加した、脂肪が不自然に多い魚は育てたくない」と明快。餌の自家製造は養鱒業では極めて珍しいという。
「魚が川の中で長い時間をかけ、自然に育つ環境を再現したい。それには豊富な流水量が不可欠」と案内してくれたのは、養殖池のすぐそばにある湧水ポイント。猪之頭はかつて「井之頭」と表記されていたそうだが、その名を象徴するような滝が水のカーテンのように岩肌を厚く覆い、川の各所で水がボコボコと湧き上がっている。今では国内外の名のある料理人や流通業者が視察にくる。
養鱒業の未来は、この豊かな水の恵みを、食文化として発信できるか、或いは文化として語れる内容が伴っているかに懸っているようだ。

柿島養鱒の敷地にある猪之頭湧水
酒蔵の伝統を支える源泉
名水が必要不可欠である酒造業。猪之頭の南西、芝川町柚野地区にある富士錦酒造は創業300年超という県内屈指の老舗酒蔵だ。
18代目当主の清信一社長は神奈川県出身。妻朋子さんの実家である富士錦酒造に婿入りしたとき、井戸水を当たり前のように飲料にしていることに驚いた。一方、朋子さんは東京の大学に通っていた頃、水道水をそのまま飲もうとして注意されたことがあるという。「水を扱う事業者として、毎年2回欠かさず水質検査を行っていますが、まったく変化がない。富士山のろ過機能というのは凄いと日々実感します」と清社長。酒造家から見た富士山の湧水は「あたり(角)がない、やわらかで馴染みやすい」という。
近年、酒質の高さが評価されている静岡県の吟醸酒は、洗米から始まる仕込み工程で大量の水を使う。仕込み水を道具洗いにもふんだんに使えることに、県外出身の杜氏や蔵人が感心する。「原料米や職人は外から調達することもできるが、水だけは持って来られない。この地で酒造業を続けられるのは、この水があってこそ」と清社長は噛み締める。国際食品コンテストでも高く評価される『富士錦』には、「富士山湧水仕込」の文字が勲章のように輝いていた。

富士山湧水仕込をアピールした地酒
「世界文化遺産」と共生するために
富士常葉大学水環境デザイン室では、「いのちを育む水の旅」と称して定期的に富士山周辺の水量・水質を調査し、人の暮らしと水環境のかかわりについて研究している。
調査対象となった富士山南麓の富士市今泉湧水群・田宿川地区は、明治初期に富士の製糸業の発祥地となった湧水地帯。今も工場稼働期には深層の地下水が過剰に揚水され、水位が低下し、駿河湾の海水が入り込んで塩水化に傾いたり、湧水が枯渇するなど水環境にしばしば変化が見られる。
田宿川本流は1秒間に1トンもの流量があり、毎年7月にはたらい流し祭りも行われる。高度成長期にヘドロで汚染された苦い経験があり、地域住民が一丸となって浄化に努めた成果だ。その田宿川には絶滅危惧種の『ナガエミクリ』という貴重な水藻が群生している。これがしばしば異常発生して水位を上げる。富士山麓の茶畑で使用される化学肥料が原因で藻が育ち過ぎるからではないかとみられ、住民が川の清掃時にナガエミクリを伐採すると、水位はもとに戻る。
湧水や川の保全を考えるということは、その流域全体の暮らしと産業の在り方に向き合うこと。世界文化遺産と共生することになる富士山麓の人々にとって、避けて通れないテーマになりそうだ。(中日新聞富士山特集 2011年10月15日掲載より抜粋)
記事でもふれたように、酒造業は地域の水環境に大きく影響されます。水質によって酒の味が左右されるのは無論のこと、安定した仕込みのためには、水量や水温がつねに一定であることが必須条件だからです。
7月1日の中日新聞に掲載予定の富士山特集で、あらためて水資源について書こうと、先日、御殿場の根上酒造店を訪問しました。『金明』『富嶽泉』『富士自慢』というブランドで知られる蔵元で、社長の根上陽一さんが杜氏を兼務しています。

2013年1月1日。根上酒造店付近の富士山
古い記事ですが、1998年8月の毎日新聞『しずおか酒と人』で、根上さんのことをこんなふうに紹介しました。
蔵元自醸酒を応援しよう
先日、はせがわ酒店(東京都江東区)の新酒の会が開かれた新高輪プリンスホテルで、『十四代』(山形)の高木顕統さんにお会いしました。27歳で実家の高木酒造で酒造りを始め、初めて造った酒が通の間で評判になり、酒造界のイチローと異名をとるほどの人。パーティー会場でも彼の周囲にはつねに人垣ができ、オーラに照らされているようでした。
高木酒造では杜氏を置かず、高木さんがリーダーとなって地元の人と一緒に酒を造っています。杜氏や蔵人の減少により人材が確保できず、廃業してしまう蔵が多い中、高木さんのように蔵元自身が造る〈自醸酒〉が増えてきました。
酒造家の血を引くとはいえ、杜氏に比べたら素人同然の彼らが造る酒を、売り手も飲み手も最初は不安に思ったことでしょう。しかし酒質の点でプロの杜氏にひけをとらないということが、十四代の成果で見事に証明されました。
『金明』の根上酒造店(御殿場市)でも1990年から社長の根上陽一さんが酒を造っています。東京農大醸造科を卒業した根上さんは、家業を手伝うかたわら、蔵で働く越後杜氏のもとで酒造りを覚えました。杜氏が高齢を理由に引退を申し出たとき、意を決して自分で造ることに。「最初はちょろいもんだと思っていましたが、とんでもない。水質から何から教科書で学ぶ環境とは全く違い、失敗の連続。12月に搾りたてが間に合わず、お客様に迷惑をかけたこともありました」。
毎日新聞「しずおか酒と人」の挿絵
半自動化していた麹造りをすべて手作りに戻し、特定名称酒の比率も増やしたため、社長業との兼業は並大抵の忙しさではなく、4年後に病気で倒れてしまいます。やむをえず岩手の南部杜氏を手配したものの、やはり根上の伝統は自分で守ろうと奮起。現在は地元で3人、繁忙期にはさらに2人を雇い、経営と製造両面で奔走しています。
小売店への配達までは手が回らず、問屋主体にしていましたが、ヴィノスやまざき(静岡市)が吟醸酒を扱い、静岡の酒通に浸透し始めました。情報発信能力のある実力店のバックアップは、根上さんにさらなる奮起と酒質向上への課題を与えたようです。
「身を削る努力をするからには、混ざりけのない本当に純な酒、日本酒の伝統に立ち返った酒を造りたい」と根上さん。高木顕統さんのようなスターに・・・とは言いませんが、蔵元の姿勢をきちんと伝え、その意思が投影されるような酒を期待してやみません。(毎日新聞朝刊「しずおか酒と人」 1998年8月6日掲載)
自醸蔵となった根上酒造店の生産量は、根上さん一人で目の行き届く範囲の規模。必然的に仕込み期間が長くなり、「去年は夏のお盆前に1本仕込んで、ヘトヘトになった」と苦笑いします。
夏でも酒を仕込んでいると聞くと、大規模工場でオートメーション管理できる大手メーカーを想像しますが、根上さんのように、冬場に年間流通分を集中仕込みできず、長期で少量ずつ仕込む自醸蔵もあるのです。
夏場、仕込み蔵や貯蔵庫は冷蔵管理できるものの、蒸米を冷やしたり麹を造るとき、どうしても直接手で米にタッチする。この季節の最大の敵は、人間の手や指先に付着する雑菌なんですね。根上さんがヘトヘトになった理由は、自分の手や酒造道具の抗菌対策のせいだったそうです。
6月末は酒造年度が終わって各蔵元ともひと段落、という時期ですが、根上酒造店ではこれから大吟醸の仕込みに入るとのこと。いくら平地より2~3℃外気温が低いとはいえ、本来は冬の寒さの最も厳しい時期に仕込む特別仕様の酒にこれから挑むというのは、文字通り、身を削る作業ではないかと想像します。
気を抜けない手洗いや道具の手入れに欠かせないのがきれいな水。蔵の敷地にある自噴井戸からは、四六時中、富士山の雪解け水が噴出しています。「一時期、夏場にチョロチョロっとしか出なくなって焦りましたが、今はこのとおり」と根上さん。巨大な水亀ともいえる富士山の、年間を通して12~13℃という安定した水温と豊富な水量が、年間休みなく酒を造り続ける蔵の生命線なのだ・・・とあらためて実感しました。

自噴井戸をチェックする根上陽一社長
現在は全量、純米仕込みとし、自分でラベルデザインまで手掛ける根上さん。「軟水なんだけど、ちょっぴり発酵が進みやすい。この水に合った酒米を地元で育てるのがこれからの目標」。御殿場は県内屈指のコシヒカリ産地として知られていますが、山田錦や誉富士は、富士山の土との相性がイマイチだそう。酒造りを通して、富士山の土のこと、水のことが根上さんの中に得難い知識や経験として蓄積されていくんだと思います。
世界文化遺産のお膝元にこういう酒造家がいることをもっと知ってもらうべきだし、酒造界のスターになってもらいたい・・・今は、心からそう思います。

根上酒造店の地酒
『金明』醸造元 根上酒造店 http://www.at-s.com/gourmet/detail/3425.html
5月末にユネスコの諮問機関(イコモス)の評価が出てからは、「最初から自然遺産ではなく、文化遺産登録を目指せば、もっと登録は早かった」という関係者の声が印象に残っています。やっぱり文化の力って偉大なんですね。

2013年1月1日、家族で初詣した三保松原
文化遺産に登録されたとしても、富士山の場合、文化を育んだ自然を保護していくことも重要です。以前、富士山の水の恵みをテーマに、こんな記事を書きました。
湧水に育まれるニジマス養殖
『白糸の滝』の北、芝川の上流に広がる『猪之頭湧水群』はニジマス養殖で知られる。昭和11年に静岡県水産試験場富士養鱒場が設立したのを機に、猪之頭一帯で養殖池が作られ、一大養鱒地に。戦後は冷凍ニジマスが北米に輸出され、国内需要も右肩上がりに伸びた。
産業は成長・発展とともにリスクも伴う。台風や水害等の影響でしばしば変化する湧水量。加えて高度成長期には周辺に工場や事業所が進出し、水量は相対的に減少し始めた。リスクを避けた養鱒業者は市外・県外へ移転し、川魚消費の伸び悩みも手伝って、現在、猪之頭の養鱒業者は30軒足らずとなった。
柿島養鱒の岩本いづみ社長は、ニジマス本来の美味しさを見直してもらおうと、飼料添加物や人工色素に頼らない天然素材の餌を毎日作って与える。3児の母でもある岩本社長の考えは「色素を添加した、脂肪が不自然に多い魚は育てたくない」と明快。餌の自家製造は養鱒業では極めて珍しいという。
「魚が川の中で長い時間をかけ、自然に育つ環境を再現したい。それには豊富な流水量が不可欠」と案内してくれたのは、養殖池のすぐそばにある湧水ポイント。猪之頭はかつて「井之頭」と表記されていたそうだが、その名を象徴するような滝が水のカーテンのように岩肌を厚く覆い、川の各所で水がボコボコと湧き上がっている。今では国内外の名のある料理人や流通業者が視察にくる。
養鱒業の未来は、この豊かな水の恵みを、食文化として発信できるか、或いは文化として語れる内容が伴っているかに懸っているようだ。

柿島養鱒の敷地にある猪之頭湧水
酒蔵の伝統を支える源泉
名水が必要不可欠である酒造業。猪之頭の南西、芝川町柚野地区にある富士錦酒造は創業300年超という県内屈指の老舗酒蔵だ。
18代目当主の清信一社長は神奈川県出身。妻朋子さんの実家である富士錦酒造に婿入りしたとき、井戸水を当たり前のように飲料にしていることに驚いた。一方、朋子さんは東京の大学に通っていた頃、水道水をそのまま飲もうとして注意されたことがあるという。「水を扱う事業者として、毎年2回欠かさず水質検査を行っていますが、まったく変化がない。富士山のろ過機能というのは凄いと日々実感します」と清社長。酒造家から見た富士山の湧水は「あたり(角)がない、やわらかで馴染みやすい」という。
近年、酒質の高さが評価されている静岡県の吟醸酒は、洗米から始まる仕込み工程で大量の水を使う。仕込み水を道具洗いにもふんだんに使えることに、県外出身の杜氏や蔵人が感心する。「原料米や職人は外から調達することもできるが、水だけは持って来られない。この地で酒造業を続けられるのは、この水があってこそ」と清社長は噛み締める。国際食品コンテストでも高く評価される『富士錦』には、「富士山湧水仕込」の文字が勲章のように輝いていた。

富士山湧水仕込をアピールした地酒
「世界文化遺産」と共生するために
富士常葉大学水環境デザイン室では、「いのちを育む水の旅」と称して定期的に富士山周辺の水量・水質を調査し、人の暮らしと水環境のかかわりについて研究している。
調査対象となった富士山南麓の富士市今泉湧水群・田宿川地区は、明治初期に富士の製糸業の発祥地となった湧水地帯。今も工場稼働期には深層の地下水が過剰に揚水され、水位が低下し、駿河湾の海水が入り込んで塩水化に傾いたり、湧水が枯渇するなど水環境にしばしば変化が見られる。
田宿川本流は1秒間に1トンもの流量があり、毎年7月にはたらい流し祭りも行われる。高度成長期にヘドロで汚染された苦い経験があり、地域住民が一丸となって浄化に努めた成果だ。その田宿川には絶滅危惧種の『ナガエミクリ』という貴重な水藻が群生している。これがしばしば異常発生して水位を上げる。富士山麓の茶畑で使用される化学肥料が原因で藻が育ち過ぎるからではないかとみられ、住民が川の清掃時にナガエミクリを伐採すると、水位はもとに戻る。
湧水や川の保全を考えるということは、その流域全体の暮らしと産業の在り方に向き合うこと。世界文化遺産と共生することになる富士山麓の人々にとって、避けて通れないテーマになりそうだ。(中日新聞富士山特集 2011年10月15日掲載より抜粋)
記事でもふれたように、酒造業は地域の水環境に大きく影響されます。水質によって酒の味が左右されるのは無論のこと、安定した仕込みのためには、水量や水温がつねに一定であることが必須条件だからです。
7月1日の中日新聞に掲載予定の富士山特集で、あらためて水資源について書こうと、先日、御殿場の根上酒造店を訪問しました。『金明』『富嶽泉』『富士自慢』というブランドで知られる蔵元で、社長の根上陽一さんが杜氏を兼務しています。

2013年1月1日。根上酒造店付近の富士山
古い記事ですが、1998年8月の毎日新聞『しずおか酒と人』で、根上さんのことをこんなふうに紹介しました。
蔵元自醸酒を応援しよう
先日、はせがわ酒店(東京都江東区)の新酒の会が開かれた新高輪プリンスホテルで、『十四代』(山形)の高木顕統さんにお会いしました。27歳で実家の高木酒造で酒造りを始め、初めて造った酒が通の間で評判になり、酒造界のイチローと異名をとるほどの人。パーティー会場でも彼の周囲にはつねに人垣ができ、オーラに照らされているようでした。
高木酒造では杜氏を置かず、高木さんがリーダーとなって地元の人と一緒に酒を造っています。杜氏や蔵人の減少により人材が確保できず、廃業してしまう蔵が多い中、高木さんのように蔵元自身が造る〈自醸酒〉が増えてきました。
酒造家の血を引くとはいえ、杜氏に比べたら素人同然の彼らが造る酒を、売り手も飲み手も最初は不安に思ったことでしょう。しかし酒質の点でプロの杜氏にひけをとらないということが、十四代の成果で見事に証明されました。
『金明』の根上酒造店(御殿場市)でも1990年から社長の根上陽一さんが酒を造っています。東京農大醸造科を卒業した根上さんは、家業を手伝うかたわら、蔵で働く越後杜氏のもとで酒造りを覚えました。杜氏が高齢を理由に引退を申し出たとき、意を決して自分で造ることに。「最初はちょろいもんだと思っていましたが、とんでもない。水質から何から教科書で学ぶ環境とは全く違い、失敗の連続。12月に搾りたてが間に合わず、お客様に迷惑をかけたこともありました」。

毎日新聞「しずおか酒と人」の挿絵
半自動化していた麹造りをすべて手作りに戻し、特定名称酒の比率も増やしたため、社長業との兼業は並大抵の忙しさではなく、4年後に病気で倒れてしまいます。やむをえず岩手の南部杜氏を手配したものの、やはり根上の伝統は自分で守ろうと奮起。現在は地元で3人、繁忙期にはさらに2人を雇い、経営と製造両面で奔走しています。
小売店への配達までは手が回らず、問屋主体にしていましたが、ヴィノスやまざき(静岡市)が吟醸酒を扱い、静岡の酒通に浸透し始めました。情報発信能力のある実力店のバックアップは、根上さんにさらなる奮起と酒質向上への課題を与えたようです。
「身を削る努力をするからには、混ざりけのない本当に純な酒、日本酒の伝統に立ち返った酒を造りたい」と根上さん。高木顕統さんのようなスターに・・・とは言いませんが、蔵元の姿勢をきちんと伝え、その意思が投影されるような酒を期待してやみません。(毎日新聞朝刊「しずおか酒と人」 1998年8月6日掲載)
自醸蔵となった根上酒造店の生産量は、根上さん一人で目の行き届く範囲の規模。必然的に仕込み期間が長くなり、「去年は夏のお盆前に1本仕込んで、ヘトヘトになった」と苦笑いします。
夏でも酒を仕込んでいると聞くと、大規模工場でオートメーション管理できる大手メーカーを想像しますが、根上さんのように、冬場に年間流通分を集中仕込みできず、長期で少量ずつ仕込む自醸蔵もあるのです。
夏場、仕込み蔵や貯蔵庫は冷蔵管理できるものの、蒸米を冷やしたり麹を造るとき、どうしても直接手で米にタッチする。この季節の最大の敵は、人間の手や指先に付着する雑菌なんですね。根上さんがヘトヘトになった理由は、自分の手や酒造道具の抗菌対策のせいだったそうです。
6月末は酒造年度が終わって各蔵元ともひと段落、という時期ですが、根上酒造店ではこれから大吟醸の仕込みに入るとのこと。いくら平地より2~3℃外気温が低いとはいえ、本来は冬の寒さの最も厳しい時期に仕込む特別仕様の酒にこれから挑むというのは、文字通り、身を削る作業ではないかと想像します。
気を抜けない手洗いや道具の手入れに欠かせないのがきれいな水。蔵の敷地にある自噴井戸からは、四六時中、富士山の雪解け水が噴出しています。「一時期、夏場にチョロチョロっとしか出なくなって焦りましたが、今はこのとおり」と根上さん。巨大な水亀ともいえる富士山の、年間を通して12~13℃という安定した水温と豊富な水量が、年間休みなく酒を造り続ける蔵の生命線なのだ・・・とあらためて実感しました。

自噴井戸をチェックする根上陽一社長
現在は全量、純米仕込みとし、自分でラベルデザインまで手掛ける根上さん。「軟水なんだけど、ちょっぴり発酵が進みやすい。この水に合った酒米を地元で育てるのがこれからの目標」。御殿場は県内屈指のコシヒカリ産地として知られていますが、山田錦や誉富士は、富士山の土との相性がイマイチだそう。酒造りを通して、富士山の土のこと、水のことが根上さんの中に得難い知識や経験として蓄積されていくんだと思います。
世界文化遺産のお膝元にこういう酒造家がいることをもっと知ってもらうべきだし、酒造界のスターになってもらいたい・・・今は、心からそう思います。

根上酒造店の地酒
『金明』醸造元 根上酒造店 http://www.at-s.com/gourmet/detail/3425.html
Posted by 日刊いーしず at 13:00
2013年06月14日
第10回 ガリレオの酒談義
全国新酒鑑評会の話題を続けます。今回は、5月21日に東広島市内で開かれた酒類総合研究所講演会の内容を紹介します。
酒類総合研究所講演会は、日本酒造組合中央会とともに全国新酒鑑評会を主催する酒類総合研究所が、鑑評会の開催に合わせ、日ごろの研究成果や鑑評会審査のポイントなどを解説するシンポジウムで、今年で49回を数えます。
同研究所は明治37年(1904)、東京・滝野川に設立された国立醸造試験所を前身とし、1995年に東広島市に移転。2001年に財務省管轄の独立行政法人となりました。
昨年1月、時の民主党政権下で独法の存続が“仕分け”され、酒類総研は廃止との閣議決定。業界内では騒然となりましたが、自民党政権になって、無事?廃止凍結となりました。そんな背景があってか、今年の講演会では研究成果の社会的貢献度を強調する発表もみられました。
【発表1 なぜ清酒酵母はアルコール発酵力が高いのか?】
すごく面白い発表でした。なぜ日本酒に使う酵母はアルコール発酵力が高いのか?→ズバリ「ストレスに弱い酵母だから」なんですって。意外でしょ?
今まではその逆で、「清酒酵母に高いアルコール発酵力があるのは、ストレスに強いから」と考えられていました。素人目で考えてもそうでしょう。
研究スタッフが清酒酵母K701(協会7号系酵母)と、バイオ研究で一般的に使う出芽酵母X2180に、一定のストレス(=熱ショックや高いエタノール)を与え、生存率を比べてみたところ、意外にも、清酒酵母K701のほうがはるかに多く死滅してしまったそうです。つまりストレスにやられてしまった・・・。
酵母も、厳しい自然界の中で必死に生存競争を闘っている微生物であり、ストレスのない環境で長生きしたいはず。しかし、高いアルコールを求める人間の欲望によって酵母菌株の選抜が繰り返された結果、自分の存在を犠牲にしてまでアルコールを生産し続ける“習性”を身につけてしまったというのです。なんだか切なくなりますね。
清酒酵母がストレスに弱い原因を、遺伝子レベルで調べたところ、一般酵母が持つMsn2、Msn4pという2つのストレス応答遺伝子(=ストレスをブロックする遺伝子)が、清酒酵母には抑制されていたことが判明しました。
さらにこの2つの遺伝子の働きに関連するRim15pというプロテインキナーゼに機能欠失変異があり、それぞれの回路がうまく働かず、結果としてストレス応答経路が欠損してしまったとのこと。
これらの“欠陥”は、昭和以降に分離培養された清酒酵母だけが持ち、実験用の一般酵母、ワイン酵母やビール酵母などには存在しないそうです。清酒の高いアルコール発酵力は、欠陥遺伝子のおかげ、というわけです。実に面白い・・・!
このメカニズムが解明できたことで、日本酒のみならず、他の発酵・醸造産業にもメリットが生まれるかもしれない、と発表者は力説しました。アルコール発酵力を高める欠陥遺伝子を応用し、バイオエタノール製造用酵母の発酵時間を19.7%短縮できたという実験成果も得られたとのこと。清酒酵母の発酵メカニズムが、地球のエネルギー問題を解決するかもしれないなんて、とてつもないロマンですねえ。
科学とは、ロマンを論理的に説明する手段なんだ・・・と、呑んでいないのに酔った気分になりました。
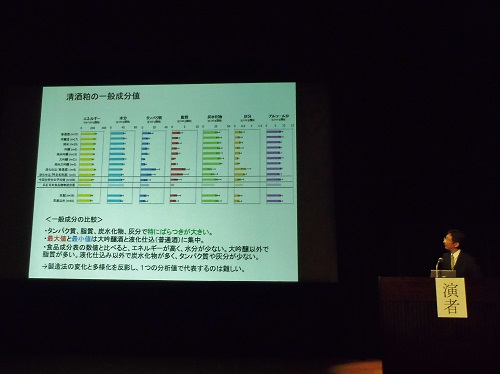
【発表2 清酒粕の成分調査と機能性成分の安定性について】
小難しそうなタイトルですが、数年前にNHK『ためしてガッテン』が酒粕の有効成分について取り上げて以来、酒粕イコール健康食品のイメージが定着したことから、研究所でも酒粕の機能性成分について本腰を入れて研究し、新しい有効成分を発見した、というもの。
その、注目される高機能性成分とは、S-アデノシルメチオニン(SAM)と葉酸。
SAMは清酒酵母が高含有する成分で、肝障害、ウツ、関節炎を防ぐ効果があり、欧米ではサプリメントとして広く知られています。国内産のサプリメントは2社から発売されており、いずれも清酒酵母から成分採取されているそうです。
葉酸は欧米では子ども向けのシリアルにも使われる高機能性成分で、妊婦の滋養に効果あり。先進国では日本だけ摂取量が低いといわれるものです。
酒粕に含まれるSAMは、豚レバーの約27倍(最大で116倍)、葉酸はホウレンソウの約0.8倍(最大で2.5倍)。最大値との数値に開きがあるのは、サンプルに使われた酒粕の違いによるものです。たとえば酒の主要成分であるタンパク質は、普通酒では14.4%、大吟醸では5.5%、液化仕込は25.3%というように仕込み方法の違いによって酒粕にまで成分の差がハッキリ出るんですね。とくに酒粕をあまり出さない液化仕込と、酒粕をもろみの5割以上出す大吟醸では、極端な差があります。
そんなこんなで酒粕の成分検査は、複雑かつ判断が難しいようですが、酒粕の有効成分が話題になる中、あらたにSAMと葉酸の高含有が科学的に解明され、ますます頼もしく感じました。
SAMや葉酸は、酒粕を冷凍保存(マイナス30℃)することで長期保存でも含量が損なわないようです。とくに酒粕を凍結乾燥させると安定性が劇的に向上する。凍結乾燥の酒粕が機能性食品として開発される日も必ず来るでしょう。
実は後日、東京のある酒宴で、偶然、NHKためしてガッテンの酒粕特集を担当した番組ディレクターと会うことができたんです。さっそくこの話をして、酒粕特集第2弾を、とアピールしたんですが、そのディレクター氏、まもなく異動になってしまうとか。・・・せっかくの研究成果ですから、酒類総研はうまくメディアを活用し、発信してほしいと思います。
酒粕の機能性については第5回「かしこい酒粕」(≫こちら)もご参照ください。
【発表3 清酒中の貯蔵劣化臭の生成機構について】
日本酒が海外でも飲まれるようになり、ますます重要になってきたのが貯蔵による酒質変化の制御。長期熟成による香りの変化を楽しむ人も増えてはいますが、やっぱり蔵元が目指して造った酒質から、あまりにもかけ離れてしまった変容は、看過できないでしょう。静岡の酒は繊細でデリケートな酒質が“ウリ”でもあるので、ちょっとした変化を“劣化ではないか”と感じてしまいます。
研究所では古酒の香りのモトとなる成分について、長期熟成酒として売られている酒と、一般市販酒で専門家から「老香(ひねか)=劣化臭」の烙印を押された酒を比べて調査しました。その結果、5年以上の長期熟成酒にはソトロン(カルメラのような香り)、コハク酸ジエチルという成分が多かったようです。
一方、老香酒には、ポリスルフィドの一種DMTS(ジメチルトリスルフィド)が増加していました。たくあん漬けのような臭いを発生させる成分です。これが劣化臭の真犯人だったんですね。
DMTSは、貯蔵中に化学反応で生まれるため、その原因を突き止めて制御すれば劣化は防げます。ちょっと難しすぎて脳の回路がパンクしそうになったので途中カットしますが、とどのつまりは、DMTSを生成させる経路をブッタ切る“破壊株”を使って酒を仕込んだところ成功したそうです。貯蔵条件を変えるのではなく、仕込み段階から劣化しにくい酵母を使い、貯蔵劣化を完全に防いだというわけですね。
劣化のメカニズムは多様で、原料米-とくに硫黄含有の多い米を使うと、劣化臭ポリスルフィドが増える事例も報告されています。原料に劣化原因があるとしたら、蔵元は酒米の仕入れにもっと神経を遣うべきだし、米の生産者も責任を持って育てなければなりませんね。
こういう話を聞いていると、人間の病気の治療や予防も同じだなあと実感させられます。いくつになっても人として、劣化ではなく熟成の魅力を持ち続けたいものだ、としみじみ思います。
◇ ◇ ◇ ◇ ◇ ◇
発表者はそれぞれの研究を現場で担当した研究者自身。パワーポイントを駆使して丁寧に解説してくれましたが、理系大学の専門課程レベルの内容なので、素人にはついていけない化学記号や専門用語のオンパレード。途中で何度か挫折しそうになりましたが、そんな時はひたすら、「発表者がガリレオの福山雅治だったら」と妄想しながら乗り切りました。
今回の記事、ややこしくて読みにくいと思われたなら、ぜひアタマの中で福山さんの低音ボイスをかぶせてみてください(笑)。
酒類総合研究所講演会は、日本酒造組合中央会とともに全国新酒鑑評会を主催する酒類総合研究所が、鑑評会の開催に合わせ、日ごろの研究成果や鑑評会審査のポイントなどを解説するシンポジウムで、今年で49回を数えます。
同研究所は明治37年(1904)、東京・滝野川に設立された国立醸造試験所を前身とし、1995年に東広島市に移転。2001年に財務省管轄の独立行政法人となりました。
昨年1月、時の民主党政権下で独法の存続が“仕分け”され、酒類総研は廃止との閣議決定。業界内では騒然となりましたが、自民党政権になって、無事?廃止凍結となりました。そんな背景があってか、今年の講演会では研究成果の社会的貢献度を強調する発表もみられました。

【発表1 なぜ清酒酵母はアルコール発酵力が高いのか?】
すごく面白い発表でした。なぜ日本酒に使う酵母はアルコール発酵力が高いのか?→ズバリ「ストレスに弱い酵母だから」なんですって。意外でしょ?
今まではその逆で、「清酒酵母に高いアルコール発酵力があるのは、ストレスに強いから」と考えられていました。素人目で考えてもそうでしょう。
研究スタッフが清酒酵母K701(協会7号系酵母)と、バイオ研究で一般的に使う出芽酵母X2180に、一定のストレス(=熱ショックや高いエタノール)を与え、生存率を比べてみたところ、意外にも、清酒酵母K701のほうがはるかに多く死滅してしまったそうです。つまりストレスにやられてしまった・・・。
酵母も、厳しい自然界の中で必死に生存競争を闘っている微生物であり、ストレスのない環境で長生きしたいはず。しかし、高いアルコールを求める人間の欲望によって酵母菌株の選抜が繰り返された結果、自分の存在を犠牲にしてまでアルコールを生産し続ける“習性”を身につけてしまったというのです。なんだか切なくなりますね。
清酒酵母がストレスに弱い原因を、遺伝子レベルで調べたところ、一般酵母が持つMsn2、Msn4pという2つのストレス応答遺伝子(=ストレスをブロックする遺伝子)が、清酒酵母には抑制されていたことが判明しました。
さらにこの2つの遺伝子の働きに関連するRim15pというプロテインキナーゼに機能欠失変異があり、それぞれの回路がうまく働かず、結果としてストレス応答経路が欠損してしまったとのこと。
これらの“欠陥”は、昭和以降に分離培養された清酒酵母だけが持ち、実験用の一般酵母、ワイン酵母やビール酵母などには存在しないそうです。清酒の高いアルコール発酵力は、欠陥遺伝子のおかげ、というわけです。実に面白い・・・!
このメカニズムが解明できたことで、日本酒のみならず、他の発酵・醸造産業にもメリットが生まれるかもしれない、と発表者は力説しました。アルコール発酵力を高める欠陥遺伝子を応用し、バイオエタノール製造用酵母の発酵時間を19.7%短縮できたという実験成果も得られたとのこと。清酒酵母の発酵メカニズムが、地球のエネルギー問題を解決するかもしれないなんて、とてつもないロマンですねえ。
科学とは、ロマンを論理的に説明する手段なんだ・・・と、呑んでいないのに酔った気分になりました。
【発表2 清酒粕の成分調査と機能性成分の安定性について】
小難しそうなタイトルですが、数年前にNHK『ためしてガッテン』が酒粕の有効成分について取り上げて以来、酒粕イコール健康食品のイメージが定着したことから、研究所でも酒粕の機能性成分について本腰を入れて研究し、新しい有効成分を発見した、というもの。
その、注目される高機能性成分とは、S-アデノシルメチオニン(SAM)と葉酸。
SAMは清酒酵母が高含有する成分で、肝障害、ウツ、関節炎を防ぐ効果があり、欧米ではサプリメントとして広く知られています。国内産のサプリメントは2社から発売されており、いずれも清酒酵母から成分採取されているそうです。
葉酸は欧米では子ども向けのシリアルにも使われる高機能性成分で、妊婦の滋養に効果あり。先進国では日本だけ摂取量が低いといわれるものです。
酒粕に含まれるSAMは、豚レバーの約27倍(最大で116倍)、葉酸はホウレンソウの約0.8倍(最大で2.5倍)。最大値との数値に開きがあるのは、サンプルに使われた酒粕の違いによるものです。たとえば酒の主要成分であるタンパク質は、普通酒では14.4%、大吟醸では5.5%、液化仕込は25.3%というように仕込み方法の違いによって酒粕にまで成分の差がハッキリ出るんですね。とくに酒粕をあまり出さない液化仕込と、酒粕をもろみの5割以上出す大吟醸では、極端な差があります。
そんなこんなで酒粕の成分検査は、複雑かつ判断が難しいようですが、酒粕の有効成分が話題になる中、あらたにSAMと葉酸の高含有が科学的に解明され、ますます頼もしく感じました。
SAMや葉酸は、酒粕を冷凍保存(マイナス30℃)することで長期保存でも含量が損なわないようです。とくに酒粕を凍結乾燥させると安定性が劇的に向上する。凍結乾燥の酒粕が機能性食品として開発される日も必ず来るでしょう。
実は後日、東京のある酒宴で、偶然、NHKためしてガッテンの酒粕特集を担当した番組ディレクターと会うことができたんです。さっそくこの話をして、酒粕特集第2弾を、とアピールしたんですが、そのディレクター氏、まもなく異動になってしまうとか。・・・せっかくの研究成果ですから、酒類総研はうまくメディアを活用し、発信してほしいと思います。
酒粕の機能性については第5回「かしこい酒粕」(≫こちら)もご参照ください。
【発表3 清酒中の貯蔵劣化臭の生成機構について】
日本酒が海外でも飲まれるようになり、ますます重要になってきたのが貯蔵による酒質変化の制御。長期熟成による香りの変化を楽しむ人も増えてはいますが、やっぱり蔵元が目指して造った酒質から、あまりにもかけ離れてしまった変容は、看過できないでしょう。静岡の酒は繊細でデリケートな酒質が“ウリ”でもあるので、ちょっとした変化を“劣化ではないか”と感じてしまいます。
研究所では古酒の香りのモトとなる成分について、長期熟成酒として売られている酒と、一般市販酒で専門家から「老香(ひねか)=劣化臭」の烙印を押された酒を比べて調査しました。その結果、5年以上の長期熟成酒にはソトロン(カルメラのような香り)、コハク酸ジエチルという成分が多かったようです。
一方、老香酒には、ポリスルフィドの一種DMTS(ジメチルトリスルフィド)が増加していました。たくあん漬けのような臭いを発生させる成分です。これが劣化臭の真犯人だったんですね。
DMTSは、貯蔵中に化学反応で生まれるため、その原因を突き止めて制御すれば劣化は防げます。ちょっと難しすぎて脳の回路がパンクしそうになったので途中カットしますが、とどのつまりは、DMTSを生成させる経路をブッタ切る“破壊株”を使って酒を仕込んだところ成功したそうです。貯蔵条件を変えるのではなく、仕込み段階から劣化しにくい酵母を使い、貯蔵劣化を完全に防いだというわけですね。
劣化のメカニズムは多様で、原料米-とくに硫黄含有の多い米を使うと、劣化臭ポリスルフィドが増える事例も報告されています。原料に劣化原因があるとしたら、蔵元は酒米の仕入れにもっと神経を遣うべきだし、米の生産者も責任を持って育てなければなりませんね。
こういう話を聞いていると、人間の病気の治療や予防も同じだなあと実感させられます。いくつになっても人として、劣化ではなく熟成の魅力を持ち続けたいものだ、としみじみ思います。
◇ ◇ ◇ ◇ ◇ ◇
発表者はそれぞれの研究を現場で担当した研究者自身。パワーポイントを駆使して丁寧に解説してくれましたが、理系大学の専門課程レベルの内容なので、素人にはついていけない化学記号や専門用語のオンパレード。途中で何度か挫折しそうになりましたが、そんな時はひたすら、「発表者がガリレオの福山雅治だったら」と妄想しながら乗り切りました。
今回の記事、ややこしくて読みにくいと思われたなら、ぜひアタマの中で福山さんの低音ボイスをかぶせてみてください(笑)。
Posted by 日刊いーしず at 12:00
